制程工藝 | LPMS | 低壓注塑
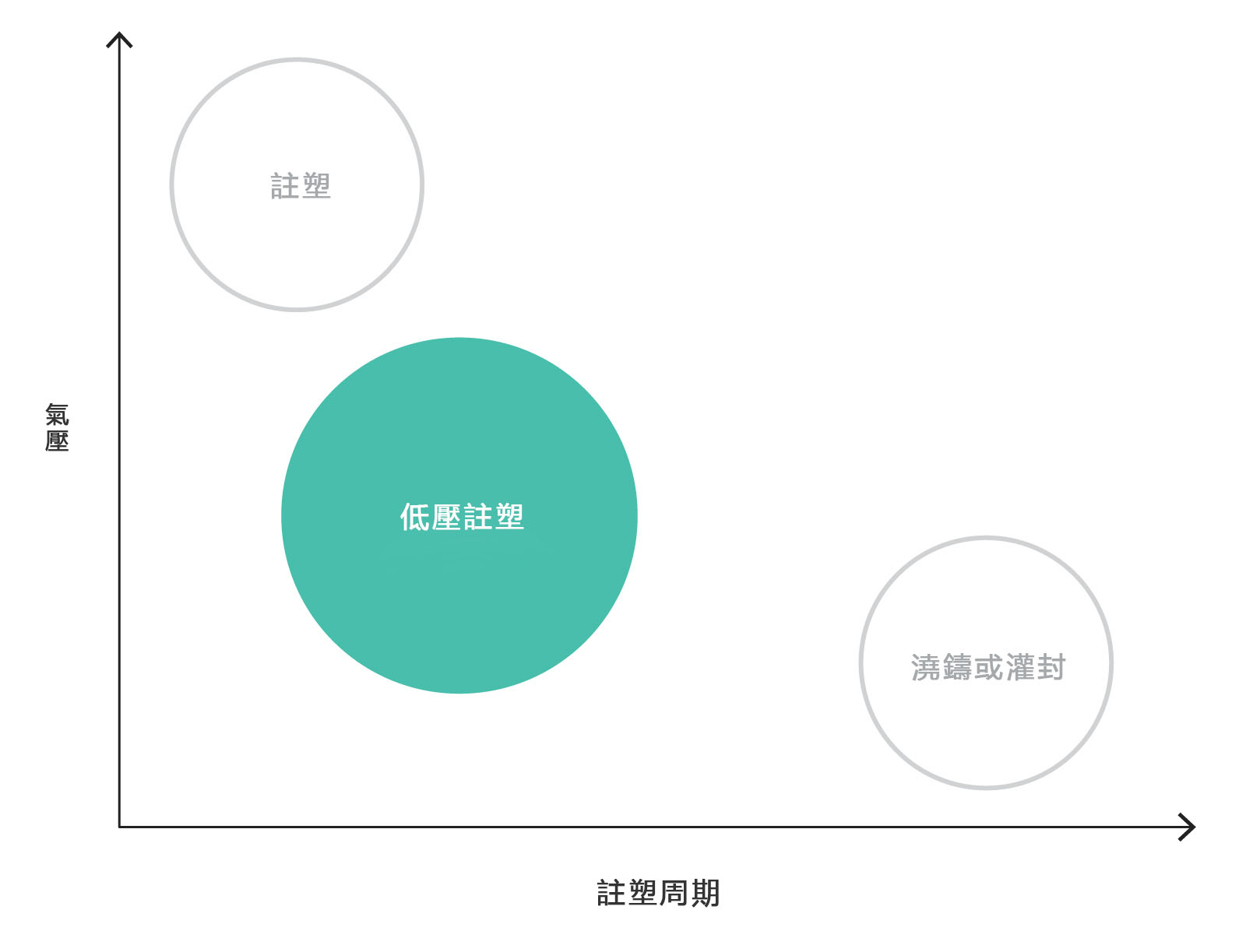
低壓注塑是一種在傳統注塑和傳統灌封或鑄造工藝之間的一種工藝。
要瞭解低壓注塑如何改善您的產品,甚至您的事業,請考慮“以下方法”。
取代 減少 重複利用 重新思考
取代
取代傳統的灌封和三防漆,這些都是昂貴的。
用創新的思維方式取代舊的思維方式
低壓注塑為取代傳統的灌封、密封和三防漆工藝提供了機會,這些(傳統的灌封、密封和三防漆工藝)可能是浪費和昂貴的。對於標準化的現成產品,這是一種更創新的電子封裝形式,專門為您的產品設計。
固化時間
灌封
24-72小时
密封
48-72小时
三防漆
4-12小时
低壓注塑
無需固化
需要設備/物料
灌封
5 - 7 個設備/物料
密封
5 - 7 個設備/物料
三防漆
3 - 4個設備/物料
低壓注塑
1個設備/物料
工藝步驟
灌封
多達8個步驟
密封
多達6個步驟
三防漆
多達8個步驟
低壓注塑
3步驟
減少
減少材料、注塑週期、設備和操作空間。
傳統的灌封工藝
步驟1
外殼
模具注塑外殼或現成外殼改良
步驟2
把外殼放在托盤上
步驟3
放半成品到外殼裏
安裝螺絲、金屬圈、墊片等。
步驟4
預熱部件
步驟5
注灌封膠
步驟6
真空
步驟7
固化
需要寶貴的空間長達48小時
步驟8
測試
減少注塑週期
當您用低壓注塑工藝代替傳統的電子封裝時,您將用3個簡單的步驟代替了多達8個步驟。
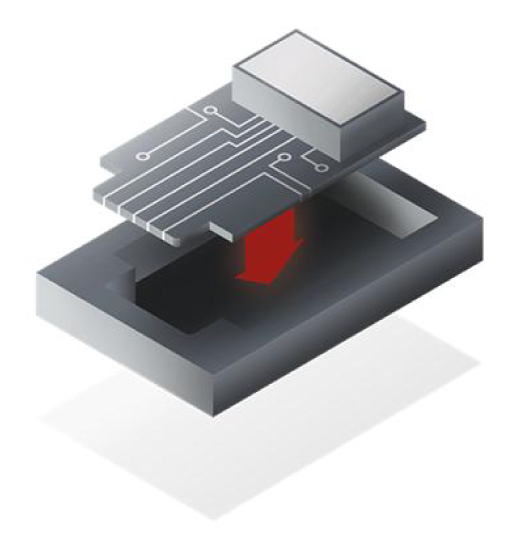
步驟1
放入電子產品
將電子產品直接放入模具裏。
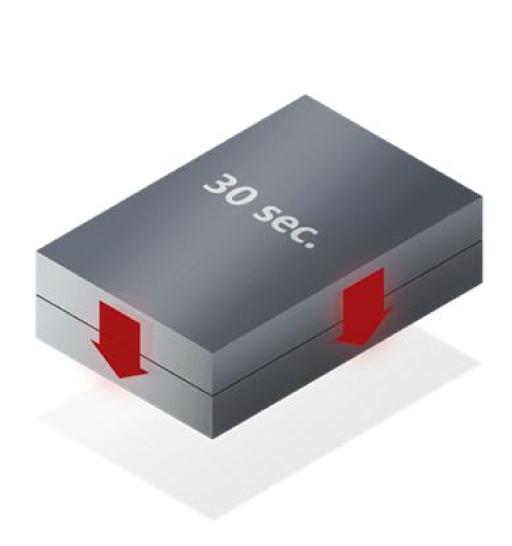
步驟2
注塑
30秒–2分鐘注塑過程。
步驟3
測試
半成品注塑後馬上進行測試或者包裝。
重複利用
重複利用,迴圈利用和重新考慮你的產品對環境的影響。
重新思考
低壓成型可以讓你重新思考你的產品可以成為什麼。
設計自由
低壓成型工藝使設計師和工程師在設計產品時與灌封相比具有更大的靈活性。
如果您想要將注塑形狀保持在最低限度,以便安裝到更大的組件中,那麼低壓注塑允許根據產品高低來設計對應的膠位厚度,而且無需外殼。
低壓注塑使封裝成為外殼。這意味著標誌、圖形、表面處理等設計元素可以直接注塑到產品表面。其他製造工藝不可能在不增加其他裝配的情況下達到這種複雜程度。
產品優化
使用低壓成型, 無需妥協。漢高Technomelt材料(鏈接至材料頁)提供了多種選擇,使您能夠使用輕質材料,該材料對各種子材料具有良好的附著力,對惡劣環境具有很高的抵抗力,所有材料均採用安全的單組分結構。
成本
低壓注塑可以成為降低產品成本和運營成本的主要驅動力。無論是減少物料清單中的項目、還是可以實現的增加產量,相對較低的資本設備成本,還是減少工廠車間的在製品所需空間,都可以節省大量的成本。